Chromkarbid-Overlay, verschleiß- und abriebfeste plattierte Hardbanding-Bimetall-CCO-Platte
Verschleiß- und abriebfeste plattierte Hartband-Bimetallstahlplatten mit Chromkarbid-Überzug. HART-Platten werden durch
Beschreibung
Basisinformation
| Modell Nr. | HART-P-100 |
| Material | Stahl |
| Typ | Hochfrequenz |
| Basismaterial | Q235B, Q345b |
| Aufpanzerungsschicht | Chrom-Kohlenstoff-Legierung auf Fe-Basis |
| Legierungsbeschreibung | Komplexes Chromcarbid-Eisen |
| Hartmetallhärte | HRC≥58HRC |
| Transportpaket | Stahlrahmen oder als erforderliches Paket |
| Spezifikation | Materialstärke: Von 3+3 bis 30+30 mm |
| Warenzeichen | HART-Industrie |
| Herkunft | Shandong, China |
| HS-Code | 7210500000 |
| Produktionskapazität | 1000 Stück pro Monat |
Produktbeschreibung

Verschleiß- und abriebfeste plattierte Hardbanding-Bimetallstahlplatten mit Chromkarbid-Overlay
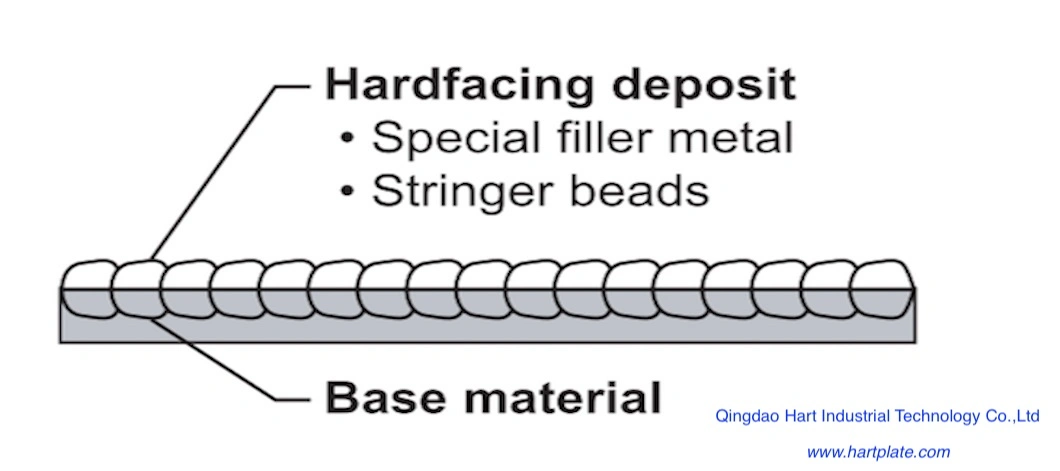
Die HART-Platte wird hergestellt, indem chromreiche, abriebfeste Materialien mithilfe eines herkömmlichen Lichtbogenschweißverfahrens auf eine Grundplatte aus Weichstahl aufgetragen werden. Dieses Produkt wird auf dem Markt üblicherweise als Chromkarbid-Overlay-Platte (CCO) bezeichnet. Die Hartauftragsauflage eignet sich für Anwendungen mit starkem abrasivem Verschleiß und Stößen. Qingdao HART Industrial Technology wurde 2003 gegründet und blickt auf eine lange Geschichte der Bereitstellung innovativer Verschleißlösungen und erstklassiger Verschleißprodukte zurück.
Das ultimative Hartauftragsprodukt für Ihre Anwendung hängt vom Material – ob Gestein, Sand, Kies oder einer anderen Substanz – ab, das auf der Oberfläche Ihres Verschleißteils auftrifft oder daran entlanggleitet. Außerdem kommt es auf den Aufprallwinkel und die Aufprallgeschwindigkeit sowie auf die Betriebstemperatur an.
| NEIN | PRODUKTARTIKEL | BESCHREIBUNG | ANWENDUNG |
| 1 | HART-P-200 | Chromkarbid-Überzugsplatte | Gleitverschleiß |
| 2 | HART-P-100 | Chromkarbid-Überzugsplatte | Starker Gleitverschleiß |
| 3 | HART-P-80 | Komplexe Hartmetall-Auflageplatte | Extremer Gleitverschleiß |

[Technische Spezifikation von HART-P-100]
1. Grundmaterial:
ASTM A36 (Q235B), ASTM A529A (Q345B), anderer schweißbarer Stahl ist optional;
Basisstärke: 3 bis 30 mm
2. Aufpanzerungsschicht:
Chrom-Kohlenstoff-Legierung auf Fe-Basis (Austenit)
Schütthärte: >630HV
Mittlere Härte: >55HRC
Schichtdicke: 3 bis 30 mm
3. Schweißverfahren:
Fortgeschrittenes offenes Lichtbogenschweißen und Unterpulverschweißen
4. Legierungsbeschreibung:
Austenitisches Chromkarbideisen (Chromweißeisen)
5. Hartmetallhärte:
>1500HV
6. Volumenanteil von Karbid:
>30 %
7. Chemische Zusammensetzung:
Kohlenstoff: 3-6 %
Chrom: 18–34 %
*Die zu verwendenden Legierungen hängen von den unterschiedlichen Betriebsbedingungen und Anwendungen ab.
| Dick | C% | Cr% | Mn% | Und% | HRC | |
| 3 gegen 3 | 3~4 | 18~20 | 0,5~1 | 0,5~1 | 56~58 | |
| 3 gegen 4 | 3~4 | 18~20 | 0,5~1 | 0,5~1 | 56~58 | |
| 3 gegen 5 | 3~4 | 18~22 | 0,5~1 | 0,5~1 | 58~60 | |
| 3 auf N | 3,5~4,5 | 20~25 | 0,5~1 | 0,5~1 | 58~62 | N>5 |
| 4 auf N | 3,5~4,5 | 20~25 | 0,5~1 | 0,5~1 | 58~62 | |
| 5 auf N | 4~6 | 23~25 | 0,5~1 | 0,5~1 | 58~62 | |
| 6 auf N | 4~6 | 24~28 | 0,5~1 | 0,5~1 | 58~62 | |
| 7 auf N | 4,5~6 | 24~28 | 0,5~1 | 0,5~1 | 58~62 | |
| 8 auf N | 4,5~6 | 24~28 | 0,5~1,5 | 0,5~1 | 58~62 | |
| 9 auf N | 5~6 | 26~30 | 0,5~1,5 | 0,5~1 | 60~64 | |
| 10 auf N | 5~6 | 26~30 | 0,5~1,5 | 0,5~1 | 60~64 | |
| 11 auf N | 5~6 | 26~30 | 0,5~1,5 | 0,5~1 | 60~64 | |
| 12 auf N | 5~6 | 26~34 | 0,5~1,5 | 0,5~1 | 60~64 | |
| N auf N | 5~6 | 26~34 | 0,5~2 | 0,5~1 | 60~64 | N>12 |
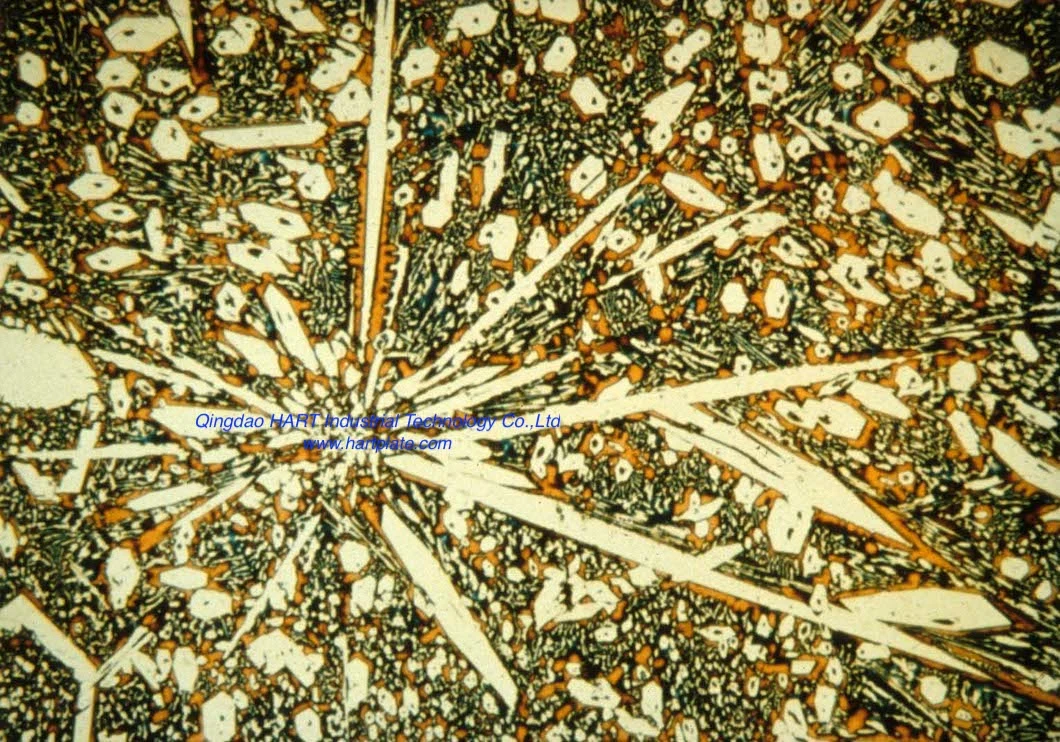
8. Mikrostruktur:
Besteht aus einem hohen Anteil extrem harter, primärer, chromreicher M7C3-Karbide, dispergiert in einer duktilen eutektischen Austenitmatrix.
Enthält 30 bis 50 % Primärkarbide, um eine gute Verschleißfestigkeit und eine homogene Bindung zu gewährleisten.
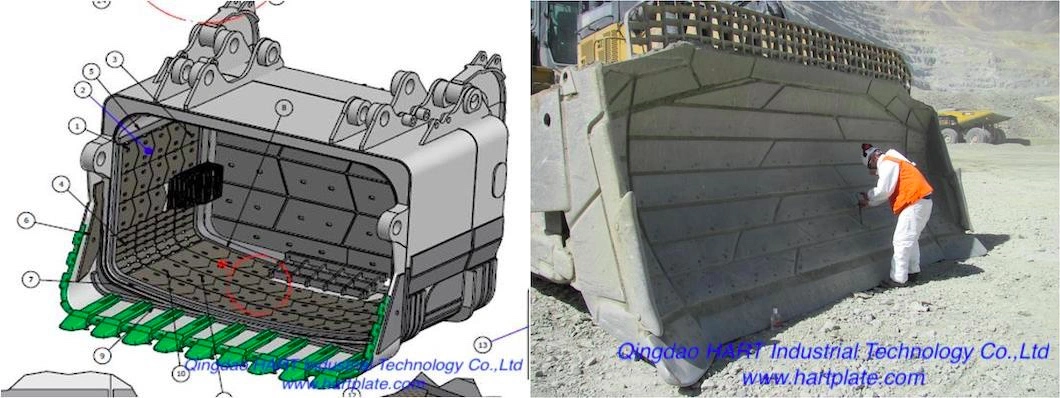
9. Typische Anwendungen:
HART-P-100-Platten werden häufig in den Bereichen Bergbau, Stromerzeugung (Kohle), Zement, Baggerarbeiten, Stahlproduktion, Abfallentsorgung, Glasproduktion sowie Zellstoff- und Papierindustrie eingesetzt. Einige spezifische Anwendungen umfassen:
| INDUSTRIE | ANWENDUNGEN |
| Bergbau | Rutschen, Trichter, Auskleidungen für LKW-Ladeflächen, Planierschilde, Schaufelschaufeln, Schleppschaufeln, Bagger |
| Zement | Trennleitschaufeln, Austragskegel für Klinkerlagerbehälter, Rutschen für die Sintererzförderung, Auslaufkanäle für Klinkermühlen, Aufnahmetrichter |
| Ausbaggern | Baggerrohre und -pumpen, Saugleitungen, Pumpenentladungen |
| Stahl | Baggerrohre und -pumpen, Saugleitungen, Pumpenentladungen |
| Leistung | Kohlehandhabungsrutschen, Kohlezuführungsauskleidungen, Brecher-Siebplatten, Sichterkegel, Zapfenauskleidungen, Silobunker |
10. Verschleißeigenschaften von HART-P-100 (ASTM G65 und SGS-Testbericht)
*ASTM G65 ist ein Standardtest zur Messung der Gleitabriebfestigkeit mit einem trockenen Sand-/Gummiradgerät.
| HARDBANDING-LEGIERUNG | ASTM G65 – GEWICHTSVERLUST | HÄRTE (RC) |
| 10+10-8 | 0,162 g/6000 Umdrehungen | 64,7 |
| 10+10-4 | 0,183 g/6000 Umdrehungen | 63,7 |
| 10+10-2 | 0,149 g/6000 Umdrehungen | 64,0 |
11. Dienst
| SERVICE | BESCHREIBUNG |
| Schneiden | 1. Kann durch Plasma-, Laser-, Wasserstrahl-, Lichtbogenhobel- und Schleifsägenschneiden geschnitten werden; 2. Kann nicht durch Autogenbrennstoff geschnitten werden. |
| Schweißen | 1. Verwenden Sie zum Verbinden des Grundmetalls ein Verschleißteil mit 480 MPa (70 ksi) oder 560 MPa (80 ksi). 2. Nach dem Schweißen sollte die Verbindung zum Schutz vor Verschleiß mit einer Schutzschicht abgedeckt werden. |
| Bearbeitung | 1. Mit herkömmlichen Methoden nicht bearbeitbar; 2. Kann nur durch Schleifen bearbeitet werden; 3. Senklöcher können durch EDM (Electrical Discharge Machining) präzise hergestellt werden. |
| Bildung | 1. Üblicherweise mit Überzug nach innen geformt; 2. Für Rohre mit Durchmessern unter 0,6 m (24 Zoll) wird die Verwendung von Hartauftragsrohren anstelle von Rohren aus Hartauftragsplatten empfohlen. |
| Bohren | 1. Beim Bohren sollte der Abstand zwischen zwei Löchern mindestens 15 mm (5/8'') betragen; Andernfalls ist die Trennwand möglicherweise nicht stark genug und kann reißen; 2. Der Mindestdurchmesser der Löcher sollte der Dicke der Platten entsprechen. Bei dickeren Platten mit einer Gesamtdicke über 20 mm (3/4'') sollte der Mindestdurchmesser das 1,5-fache der Plattendicke betragen. |
12. Prüfung und Qualitätskontrolle
Wir haben dokumentiert, wie die Produkteigenschaften getestet werden, um sicherzustellen, dass die Overlay-Platten die spezifizierten Produkteigenschaften erfüllen. Einschließlich Dokumentation zum Qualitätssystem des 3D-Anbieters, wenn die Kalibrierung und Prüfung vom 3D-Anbieter durchgeführt wird.
13. Verpackung und Verladung
Prev: Fr4 Kupferbeschichtete Aluminium-Stahl-Verbundplatte
Nächste: Hochfestes kupferkaschiertes Stahlblech, kupferkaschierte Platte, perfekte Oberfläche
Unser Kontakt
Schick jetzt